時効硬化型鋼における析出硬化とマルテンサイト変態の関係性を解説。これらの現象がどのように鋼の機械的特性を向上させ、産業応用に活かされているのでしょうか?
残留オーステナイトの原因と熱処理不良の関係
残留オーステナイトは鋼の熱処理後に生じる現象で、製品の品質低下や寸法変化の原因となります。どのように制御すれば製品不良を防げるのでしょうか?

残留オーステナイトとは、鋼の熱処理工程で生じる重要な現象です。鋼をオーステナイト化温度以上まで加熱すると、結晶構造がオーステナイト(γ相)に変化します。通常、この状態から急冷(焼入れ)すると、オーステナイトはマルテンサイト相に変態するはずですが、この変態が完全に進行せず、一部のオーステナイトが室温でも残留することがあります。これが「残留オーステナイト」です。
残留オーステナイトが発生する主な原因は以下の通りです。
炭素量とMs点・Mf点の関係を示す表は以下の通りです。
| 炭素量(%) | Ms点温度(℃) | Mf点温度(℃) | 残留オーステナイト傾向 |
|---|---|---|---|
| 0.2~0.3 | 約450 | 約200 | 少ない |
| 0.4~0.5 | 約350 | 約100 | やや生じる |
| 0.6~0.7 | 約250 | 約0 | 中程度に生じる |
| 0.8以上 | 約200 | 0以下 | 多量に生じる |
実際の製造現場では、この残留オーステナイトの発生メカニズムを理解し、材料選定と熱処理条件を適切に調整することが重要です。特に精密部品や工具鋼では、残留オーステナイト量の正確な把握と制御が製品性能を左右します。
残留オーステナイトは、製品の品質と性能に様々な悪影響を及ぼします。主な問題点として以下が挙げられます。

残留オーステナイトはマルテンサイトよりも軟らかいため、その存在は鋼材全体の硬度を低下させます。特に工具や金型など高硬度が求められる製品では、残留オーステナイトの存在は致命的な硬さ不足を引き起こす原因となります。例えば、HRC60以上の高硬度が必要な精密切削工具では、5%以上の残留オーステナイトが存在すると要求硬度を満たせなくなる可能性があります。
残留オーステナイトは熱力学的に不安定な状態であり、時間の経過とともに徐々にマルテンサイトに変態することがあります。これを「経時変化」と呼びます。この変態に伴い体積が増加するため、精密部品では無視できない寸法変化を引き起こします。特に精密な軸受や計測機器部品では、この経時変化による寸法変化が大きな問題となります。
具体的な寸法変化の影響例。

外部からの応力が加わると、残留オーステナイトはマルテンサイトに変態することがあります(応力誘起変態)。これにより局所的な体積膨張が生じ、内部応力が発生します。この内部応力が材料の強度を超えると、割れや変形が発生します。特に複雑な形状の部品や薄肉部品では、この現象による破損リスクが高まります。

残留オーステナイトの存在は疲労特性にも影響を与えます。適度な量の安定した残留オーステナイトは、疲労亀裂の伝播を抑制する効果がある一方で、不安定な残留オーステナイトは、繰り返し応力下でのマルテンサイト変態により、予期せぬ疲労破壊を促進することもあります。
実際の製造現場での事例。
これらの問題を防ぐためには、設計段階から残留オーステナイトの影響を考慮し、適切な熱処理条件や後処理を選択することが重要です。特に高精度が要求される部品では、残留オーステナイト量の測定と制御が品質管理の重要な要素となります。
残留オーステナイトは製品品質に大きな影響を与えるため、その量を正確に測定し評価することが重要です。現在、産業界で用いられている主な測定・評価方法を紹介します。
最も一般的で信頼性の高い残留オーステナイト測定方法です。この方法は、オーステナイト相とマルテンサイト相の結晶構造の違いを利用しています。X線を試料に照射し、回折パターンを分析することで、残留オーステナイト量を定量的に評価できます。
メリット。
デメリット。
鳥取県産業技術センターでは、X線回折による残留オーステナイト測定の精度向上に取り組んでおり、実用的な測定方法の例として参考になります。
残留オーステナイトは非磁性であるのに対し、マルテンサイトは強磁性であるという性質の違いを利用した方法です。試料の飽和磁化を測定し、理論値との差から残留オーステナイト量を推定します。
メリット。
デメリット。

光学顕微鏡や電子顕微鏡を用いて試料の金属組織を観察し、残留オーステナイトを識別する方法です。適切な腐食液(ナイタールやピクラールなど)で腐食処理を行うと、残留オーステナイトは他の相と異なる色調や形状で現れます。
メリット。
デメリット。

中性子線を用いた回折法で、X線より深部まで測定可能です。大型部品や複雑形状部品の内部の残留オーステナイト評価に有効です。
メリット。
デメリット。

最新の評価技術として注目されているのが、熱処理や変形過程における「その場測定」です。高温X線回折や中性子回折を用いて、オーステナイトからマルテンサイトへの変態過程をリアルタイムで観察する技術が開発されています。これにより、残留オーステナイト形成のメカニズムをより詳細に理解することが可能になります。
Q&P鋼における残留オーステナイトのその場中性子回折に関する最新研究
残留オーステナイトの正確な評価は、製品設計や熱処理条件の最適化に不可欠です。目的や要求精度、設備状況に応じて適切な測定方法を選択することが重要です。多くの企業では、迅速評価のための磁気測定法と精密評価のためのX線回折法を組み合わせて使用しています。
残留オーステナイトは一般的に不具合の原因として認識されがちですが、適切に制御することで材料特性を向上させる積極的な活用方法も存在します。ここでは、残留オーステナイトを有効利用した材料設計と、それによる靭性向上効果について解説します。
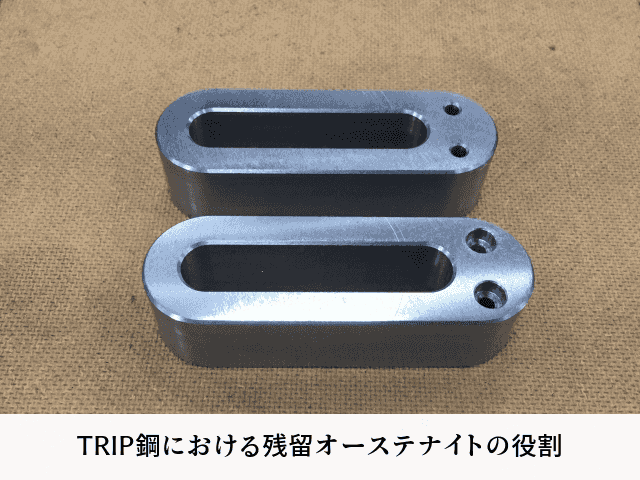
変態誘起塑性(TRIP: Transformation Induced Plasticity)鋼は、残留オーステナイトを積極的に活用した代表的な鋼材です。TRIP鋼では、変形過程で残留オーステナイトがマルテンサイトに変態し、高い強度と優れた延性の両立を実現しています。
TRIP効果のメカニズム。
自動車用高強度鋼板では、このTRIP効果を利用して衝突安全性と軽量化の両立を図っています。
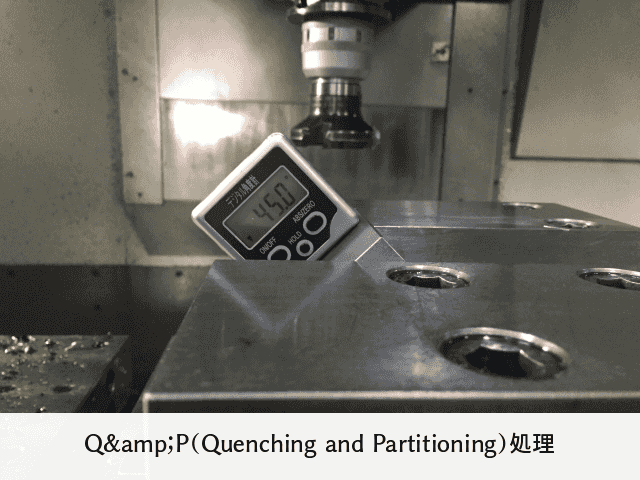
Q&P処理は、残留オーステナイトを安定化させる最新の熱処理法です。まず鋼をMs点とMf点の間の温度まで焼入れ(Quenching)し、その後やや高い温度で保持(Partitioning)します。この過程でマルテンサイトから残留オーステナイトへ炭素が拡散(分配)し、オーステナイトが安定化します。
Q&P処理のメリット。
特に5%Mn鋼におけるQ&P処理は、残留オーステナイトの機械的特性への影響が顕著であり、高強度と高延性を両立させる効果があります。
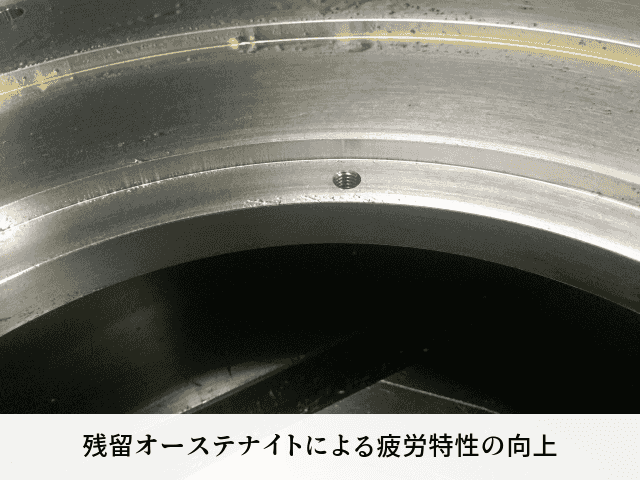
適切に制御された残留オーステナイトは、疲労特性の向上にも寄与します。繰り返し応力下では、残留オーステナイトが徐々にマルテンサイトに変態し、以下の効果をもたらします。
軸受鋼や歯車鋼では、10~15%程度の残留オーステナイトを意図的に残すことで、疲労寿命の向上が報告されています。
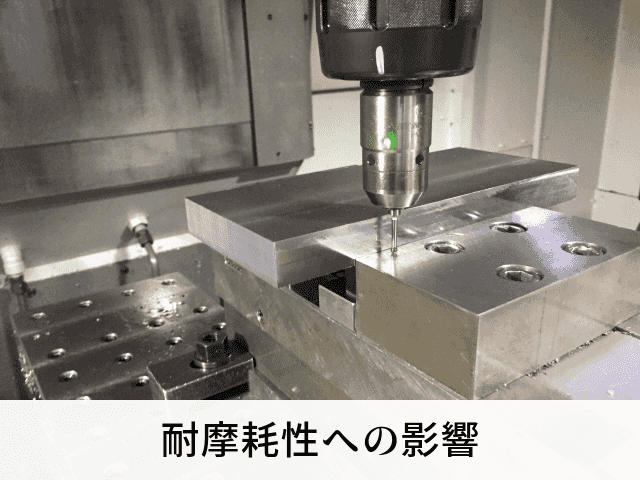
硬質クロムめっきなどの表面処理や工具鋼では、適量の残留オーステナイトが存在することで、以下の効果が得られます。
このような特性を利用して、金型や切削工具の寿命延長が可能になります。
残留オーステナイトの最適量は用途によって異なります。例えば。
残留オーステナイトの活用は、単に「問題を避ける」だけでなく、積極的に材料特性を向上させる新しい材料設計の方向性を示しています。特に自動車や航空機産業では、この考え方に基づいた先進鋼材の開発が進んでいます。
残留オーステナイトが問題となる場合、それを制御・低減するための様々な処理方法が開発されています。ここでは、伝統的なサブゼロ処理から最新の制御技術まで、実用的な方法を紹介します。
サブゼロ処理(サブゼロ冷却、ディープクーリング)は、焼入れ後の鋼を室温以下の低温に冷却することで、残留オーステナイトをマルテンサイトに変態させる処理です。Mf点が室温以下の高炭素鋼や合金鋼で特に効果的です。
サブゼロ処理の種類と特徴。
サブゼロ処理のタイミングは非常に重要です。焼入れ直後(通常24時間以内)に行うことで、最も効果的に残留オーステナイトを変態させることができます。時間が経過すると、残留オーステナイトが安定化し、低温処理の効果が減少します。
サブゼロ処理によってマルテンサイトに変態した組織は非常に脆く、内部応力も高い状態です。そのため、サブゼロ処理後には適切な焼戻し処理が不可欠です。
最適な処理サイクル。
この「ダブル焼戻し」プロセスにより、強度と靭性のバランスに優れた組織が得られます。特に精密金型や計測器具では、この処理サイクルが標準的に採用されています。
一方で、残留オーステナイトを完全に除去するのではなく、安定化させて有効活用する熱処理方法も存在します。
オーステンパー処理。
Q&P(Quenching and Partitioning)処理。
これらの処理は、ばね鋼や高強度鋼板、耐摩耗部品などで採用されています。
最近注目されている技術として、強力なパルス磁場を用いて残留オーステナイトの変態を促進する方法があります。この方法は、複雑形状部品や局所的な処理に適しています。磁場エネルギーによりオーステナイトの安定性が低下し、マルテンサイト変態が促進されます。
ショットピーニングや超音波ピーニングなどの表面加工技術を用いると、表層部の残留オーステナイトを選択的にマルテンサイトに変態させることができます。この方法は、表面の耐摩耗性向上と圧縮残留応力の付与を同時に行えるメリットがあります。
熱処理シミュレーションの発展により、焼入れ条件や合金組成から残留オーステナイト量を予測することが可能になっています。これにより、製品設計段階から残留オーステナイト制御を考慮した材料選定や熱処理条件設計が行えるようになりました。
鳥取県産業技術センターにおける残留オーステナイト量評価の研究
残留オーステナイトの制御技術は、単に「除去する」という考え方から、「目的に応じて最適化する」という発想に進化しています。製品の要求特性に応じて、適切な残留オーステナイト量と安定性を設計することが、現代の金属加工における重要なポイントとなっています。
好みのサブゼロ処理や残留オーステナイト制御技術を選択する際は、処理コスト、設備の可用性、製品の要求特性を総合的に考慮することが重要です。
Jackery (ジャクリ) ポータブル電源 2000 New 200W ソーラーパネル 1枚 2点セット 2042Wh 業界トップの軽さとコンパクトボディ 1.7時間満充電 リン酸鉄 長寿命 バッテリー 定格出力2200W 瞬間最大4400W 家庭用 アウトドア用 防災 UPS機能 アプリ遠隔操作 純正弦波 AC100V 50Hz/60Hz対応