旋盤加工と切削加工の基本的な違いから、それぞれの特徴、適した材料、使用する工具まで徹底解説。金属加工業界での選択肢として、どちらの加工方法が自社の製品に適しているのでしょうか?
切削加工 アルミの特徴と高能率加工技術のポイントと工具選定
アルミニウムは切削性に優れる金属材料ですが、最大限の性能を引き出すためには適切な加工技術と工具の選定が不可欠です。高能率加工を実現するにはどのようなポイントに注目すべきでしょうか?

アルミニウム合金は現代の製造業において不可欠な金属材料です。その特性は切削加工において多くの利点をもたらします。アルミニウムの最大の特徴は、その優れた比強度(単位重量あたりの強度)にあります。特に2000番系(ジュラルミン)や7000番系のアルミ合金は比強度が非常に高く、十分な強度を保持しながら部品の軽量化を実現できます。
アルミニウムの被削性指数率は240~140と、銅合金(100~70)や鋼(85~50)、鋳鉄(90~50)と比較して非常に高い値を示しています。この数値が高いほど切削加工がしやすいことを意味しており、アルミニウムが金属材料の中でも特に加工しやすい素材であることがわかります。
また、アルミニウムは熱伝導性と電気伝導性に優れており、切削時に発生する熱を効率的に拡散させることができます。これにより、加工中の温度上昇を抑え、工具寿命の延長にも寄与します。高い熱伝導率は切削工具の熱が外に逃げやすく、工具の摩耗や切削面の焦げも少なくなるため、精密な加工に適しています。
アルミニウムの加工性の良さは、複雑な形状の部品製造においても大きなメリットとなります。「加工速度が速く、複雑な切削も可能」という特性により、複雑な設計やデザインが要求される場合にも適しています。マニシング加工やフライス加工、旋盤加工など、あらゆる切削方法に対応できるのも大きな特徴です。
さらに、アルミニウムは種類(番手)が豊富で、用途に応じた最適な合金を選択できます。5000番系のアルミニウム合金は加工性が良く、複雑形状や精度が必要な加工に適しています。このように、アルミニウムは様々な加工ニーズに応えられる汎用性の高い金属材料といえるでしょう。
アルミニウム合金の切削加工では、工具の選定が加工品質と効率を大きく左右します。アルミニウムは溶融点が低く延性が大きいため、不適切な工具を使用すると材料が工具に溶着してしまう問題が発生します。
アルミニウム切削に適した工具の特徴は以下の通りです。
特に高シリコンアルミ合金(例:ADC12など)を切削する場合は、含有するシリコン結晶が工具摩耗を促進するため、より耐摩耗性の高い工具が必要となります。
アルミニウムの切削では、以下の切削条件に注意を払いましょう。
例えば、A6061の切削では以下のような条件が一般的です。
適切な工具と切削条件を選ぶことで、アルミニウムの切削加工において高い生産性と精度を両立させることが可能になります。特にDLCコート超硬工具は、アルミニウムの高能率加工に非常に効果的であり、適切な切削条件下ではクーラントを使用しないエアーブローでの加工も可能です。
アルミ合金を切削加工する時のポイントについての詳細情報(ミスミ技術情報)
アルミニウムの切削加工では、熱の管理が加工品質と効率に大きな影響を与えます。アルミニウムは熱伝導率が高いため、切削中に発生する熱は比較的分散されやすいですが、高速切削では熱が集中し工具摩耗を促進する可能性があります。
切削加工中の熱は主に以下の3つの要因で発生します。
アルミニウムの切削では、特に高速加工時にこれらの熱が蓄積されやすく、工具寿命に影響を及ぼします。
アルミニウム切削における冷却方法には主に以下のタイプがあります。
高速切削時に使用されることが多い冷却方法です。圧縮空気を切削点に吹き付けることで、切りくずの排出を促進し、熱の蓄積を防ぎます。ただし、冷却効果は液体冷却と比較すると限定的です。
ただし、アルミニウムと切削液の化学反応に注意が必要です。一部の切削液はアルミニウムと反応し、ワーク表面を変質させることがあります。アルミニウム専用または対応が確認された切削液を選ぶことが重要です。
高能率アルミ加工を実現するためには、以下の熱管理戦略が効果的です。
適切な熱管理は工具寿命の延長だけでなく、加工精度の向上にも寄与します。アルミニウムは熱膨張係数が比較的大きいため、熱による寸法変化が加工精度に影響することがあります。効果的な冷却と熱管理によって、この問題を最小限に抑えることができるでしょう。
アルミニウム切削加工における熱管理と冷却方法に関する詳細情報
アルミニウム合金は用途によって様々な種類が存在し、それぞれ切削特性が異なります。ここでは代表的なアルミ合金の切削性について比較し、各合金の特徴と適した加工方法を解説します。
A6061は最も汎用的に使用されるアルミ合金の一つで、切削性に優れています。
A6061は熱処理によって硬度を調整できるため、加工ニーズに応じて柔軟に対応できる点も大きな利点です。
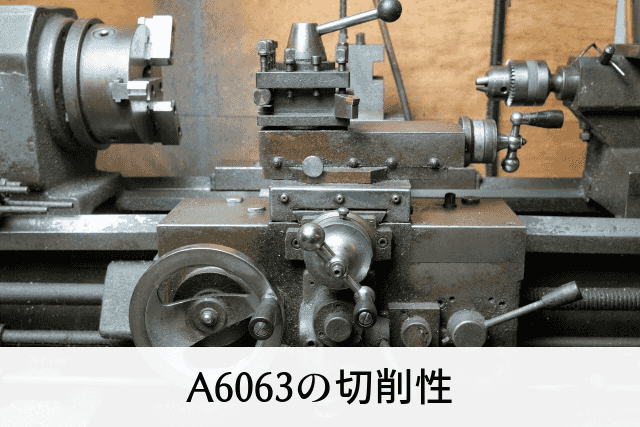
A6063は押出成形に適したアルミ合金として知られていますが、切削加工においても優れた特性を持っています。

A7075は高強度アルミ合金として知られ、航空宇宙産業などで使用されます。
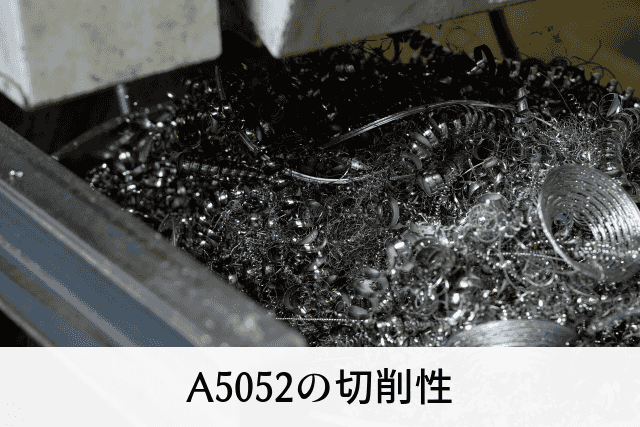
A5052はマグネシウムを主成分とする5000番系のアルミ合金です。
A2017は2000番系アルミ合金(ジュラルミン)の代表格です。
各種アルミ合金の切削性を理解し、それぞれの特性に合わせた工具選定と切削条件を設定することで、効率的かつ高品質な加工が可能になります。特に複雑形状や高精度が求められる場合は、材料特性を十分に考慮した加工計画が不可欠です。
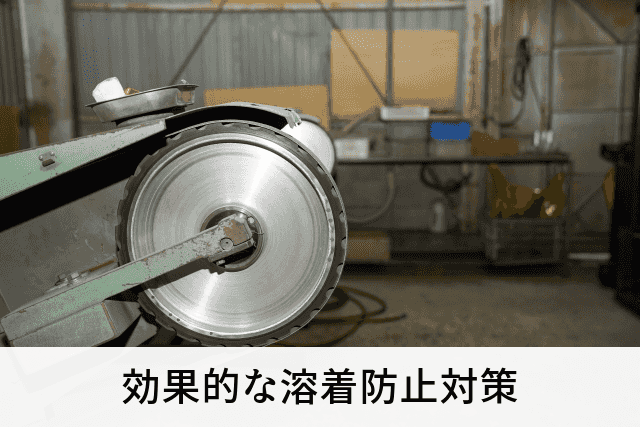
アルミニウム切削加工における最大の課題の一つが、材料の工具への溶着です。溶着は加工精度の低下、表面品質の悪化、工具寿命の短縮など様々な問題を引き起こします。ここでは、溶着を防止し工具寿命を延長するための効果的な対策と最新技術について解説します。

アルミニウムが工具に溶着する主な理由は以下の通りです。
溶着が発生すると、以下のような問題が生じます。
DLC(Diamond-Like Carbon)コーティングは、アルミニウム切削において溶着防止に非常に効果的です。DLCコートの特徴は以下の通りです。
ダイヤモンドコーティングも同様に効果的ですが、コスト面でDLCの方が優位な場合が多いです。

溶着を防止するための工具形状の工夫には以下があります。
アルミニウム切削では、切削油剤の選択と供給方法が重要です。

基材と最終コーティングの間に複数の中間層を設けることで、密着性と耐久性を向上させる技術です。例えば、TiAlN基層の上にDLCをコーティングすることで、優れた耐摩耗性と低摩擦係数を両立させることができます。

工具に超音波振動を付加することで、以下の効果が得られます。
機械学習とセンシング技術を組み合わせたシステムにより、以下が可能になります。
これらの最新技術を活用することで、アルミニウム切削加工における溶着問題を大幅に軽減し、工具寿命を延長することが可能になります。結果として、加工コストの削減と生産性の向上、さらには加工品質の安定化が実現できるでしょう。
アルミニウム切削加工における溶着対策と最新技術に関する詳細情報
製造業のデジタル化が進む現在、アルミニウム切削加工においてもIoT(Internet of Things)やデジタル技術の活用が急速に広がっています。これらの技術は加工効率の向上、品質の安定化、コスト削減などに大きく貢献しています。ここでは、アルミニウムの高能率加工におけるデジタル技術の活用方法について解説します。
マツダが開発した「切削力センシング技術」は、アルミニウム切削加工において正味切削力を高精度に計測し、切削力に合わせて切削条件を適切にコントロールする革新的な技術です。この技術により以下のメリットが得られます。
切削力センシング技術では、実切削力とCAEシミュレーションの整合性を取ることで、最大切削効率となる切削力の目標値をCAEで予測できるようになりました。これにより、経験や勘に頼らない科学的な切削条件設定が可能になっています。

デジタルツインとは、物理的な工作機械や加工プロセスをデジタル空間に再現する技術です。アルミニウム切削加工におけるデジタルツインの活用方法には以下があります。
デジタルツインの活用により、試作回数の削減、開発期間の短縮、最適加工条件の迅速な導出が可能になります。

アルミニウム切削加工におけるAI(人工知能)の活用は、以下のような分野で効果を発揮しています。
これらのAI技術により、加工トラブルの未然防止、ダウンタイムの削減、加工品質の安定化が実現します。
5G通信とエッジコンピューティングの組み合わせにより、大量のセンサーデータをリアルタイムで処理することが可能になりました。これにより、以下のような新たな可能性が広がっています。
アルミニウム切削加工へのIoTとデジタル技術導入により、以下のような具体的なメリットが得られています。
デジタル技術を活用した高能率アルミニウム加工は、製造業の競争力強化に直結する重要な要素となっています。業界の最新技術動向を把握し、適切に導入することで、生産性と品質の両面で大きな効果を得ることができるでしょう。
マツダによるアルミ切削加工のための低コスト高能率加工技術開発に関する技術情報
【Amazon.co.jp限定】ケルヒャー(Karcher) コードレス高圧洗浄機 OC Handy Compact CB USB-C充電式(10W以上推奨) 水道接続不要/丈夫なホース 高性能4in1ノズル バッテリー一体型 ペットボトル使用可能 簡単セットアップ/ハンディ モバイル コンパクト 軽量/洗車 ベランダ 玄関 1.328-125.0